

我们:



万度云互动响应沉浸式VR全景漫游 互动游玩 创意定制
万度全景漫游致力于VR全景可读性提高和互动性增强研发。
万度全景漫游无缝融合视频、声音、图片、动画等各种媒体技术,模拟游客视角在不同场景中行走,独特的互动游玩给访问者带来全新的真实现场感和交互体验。
创立以来承办执行了粤港澳大湾区服务贸易大会线上数字平台、珠海国际设计周的线上展览、西部主城区航拍虚拟飞行、互动游玩野狸岛、南粤香山古驿道数字文创、斗门博物馆线上展馆、非物质文化遗产数字展厅……
万度全景漫游拥有自主研发的底层技术,立足于专业定制开发,从与客户沟通到制作上线每一环节都严苛要求,每一细节均可根据据品牌形象和客户需求定制。
采用响应式多分辨率设计,无论是苹果、安卓、Windows都能完美运行,一次制作即可满足微信推送、网站交互、大屏演示、触屏互动、VR体验等多种需求。
万度全景漫游能通过VR眼镜、体感、手势、遥控器、模拟设备等互动游玩。多种玩法,更多应用,可通过与硬件结合部署到规划展厅、活动现场等各种场所。

万度云视角 全景VR案例 资讯 动态更新
-
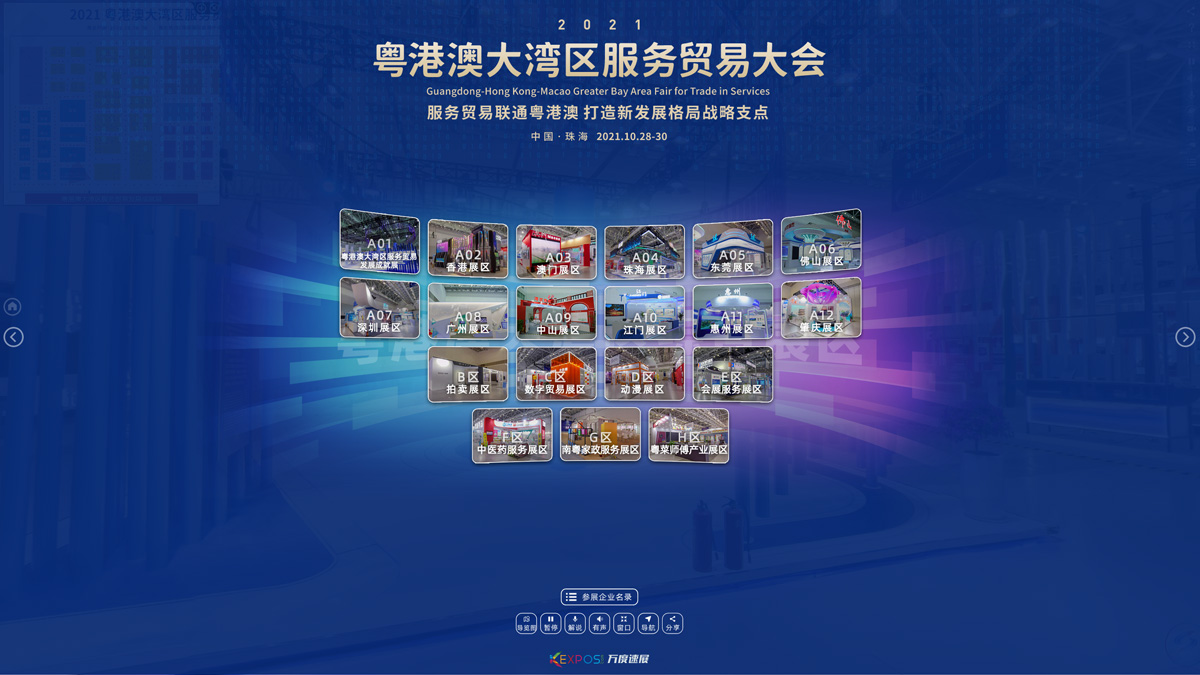
从数据看粤港澳大湾区服务贸易大会线上平台的信息化和精准化
首届粤港澳大湾区服务贸易大会原定于10月28-30日在珠海会展中心举行,因疫情等原因延期改为线上,承蒙信任,我司承接了本次线上平台的工作,万度速展团队和华发团队紧密合作,将已搭建好的展览现场在“云上”
-
走进斗门区非物质文化遗产VR数字展厅, 听疍家民歌,看斗门非遗
非物质文化遗产是中华民族源远流长的历史中留下的灿烂瑰宝,是凝聚先辈智慧与卓越价值的精神财富。中华文化延续着我们国家和民族的精神血脉,既需要薪火相传、代代守护,也需要与时俱进、推陈出新。 -
-
白藤山湿地公园VR全景数字导览
白藤山生态修复湿地公园位于湖心路口金湾立交西侧,白藤山下,占地10万平方米,原本是一个废弃的采石场,经过精心规划设计,结合自然的山体和湖泊,融合海棉城市理念,修复后摇身一变成为了一处集湿地保护、生态修复、文化展示、科普宣教、休闲观光于一体的大型湿地公园。
-
美翻了!珠海新情侣路,带你去打卡!
由珠海金湾区着力打造的西区情侣路(机场东路)范围为泥湾门大桥至海滩路口滨水段,直接对标上海外滩、深圳湾,原珠海情侣路,以打造世界级滨海生态新区公共空间为目标,全程海岸线长约16公里,分为乐活公园、运动活力、生态体验、生态科普、城市门户五大区段,第一期建设的乐活公园、运动活力、生态体验三段现已基本完工,正值春游踏青好时节,有时间赶紧去走一走。




响应式设计 自适应终端

手机

平板 pad

笔记本

电脑

VR眼镜

智能电视

触摸屏

LED大屏

投影
特色功能 创新求异

精准定位

游戏模式

无缝视频

互动投影

虚拟飞行

全景比对

3D展示

矢量动画
图文放大

同步解说

寻宝积分
互动问答

专业VR

VR同屏

自动触发

精准分享

模拟音效

灵活定制
按需开发,更多功能,因您而生。
更多玩法 更多应用

体感

脚控

VR一体机

手势

声控

遥控
